

Como se explicó el número anterior, la reconstrucción de una cabeza de motor requiere un análisis visual que se adquiere con la práctica, en este caso hablaremos de la alineación de la cabeza.
En el proceso de rectificado es importante determinar el grado de torsión y compararlo con el máximo permitido de acuerdo a la especificación del fabricante, para decidir el proceso de reparación o su eventual reemplazo.
Las deformaciones van a ser más notorias en una cabeza de aluminio, aunque eso no significa que en las cabezas con aleación de hierro colado no se puedan presentar.
En este proceso es necesario revisar la deformidad:
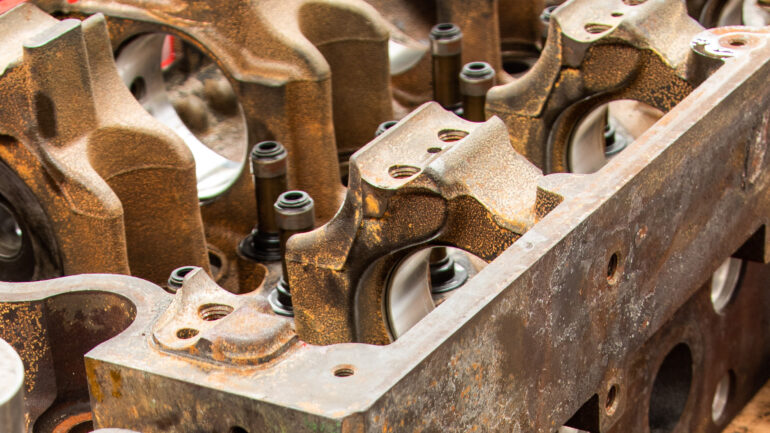
- De la bancada del árbol de levas
- De la superficie de contacto con la junta de la cabeza
- De la superficie de asentamiento de los múltiples de admisión y escape
- Inspección y medición del desgaste de guías y asientos de válvulas para determinar su variación con las especificaciones del fabricante y decidir el proceso de reparación o su eventual reemplazo.
- Inspección del alineamiento y fuerza de los resortes de válvula para determinar su variación con las especificaciones del fabricante y decidir sobre su eventual reemplazo.
- Inspección de las válvulas y de los componentes del tren valvular para determinar su variación con las especificaciones del fabricante y decidir el proceso de reparación o su eventual reemplazo.
Enderezado de la cabeza
Una vez que se encontró el problema será necesario comenzar con el proceso de rectificado.
El enderezado de las cabezas cepillando la superficie de contacto de la junta de cabeza:
Para un mínimo cepillado de cabezas de aluminio deben someterse a un enderezado previo con calor, en un horno que permita el calor y frío gradual y uniforme para evitar la generación de tensiones internas en el material.
Las temperaturas son importantes en las cabezas de aluminio con árbol de levas, ya que el enderezado previo con calor debe hacerse en relación a la línea central de la bancada del árbol, no a la superficie de la junta de cabeza.